The seamless steel pipe is a circular, square, rectangular steel with a hollow section and no seams around it. The seamless steel pipe is a steel ingot or a seamless steel pipe which is a circular, square, rectangular steel having a hollow section and no seam at the periphery. The seamless steel pipe is formed by perforating a steel ingot or a solid tube blank, and then hot rolled, cold rolled steel pipe or cold drawn. The seamless steel pipe has a hollow section and is used as a pipe for conveying fluid. Compared with a solid steel such as round steel, the steel pipe is light in weight when it has the same bending and torsional strength, and is an economical section steel, which is widely used in manufacturing structures. Parts and mechanical parts, such as oil drill pipes, automotive drive shafts, bicycle frames, and steel scaffolding used in construction.
The solid tube blank is perforated into a capillary tube and then formed by hot rolling, cold rolling or cold drawing. The seamless steel pipe has a hollow section and is used as a pipe for conveying fluid. Compared with a solid steel such as round steel, the steel pipe is light in weight when it has the same bending and torsional strength, and is an economical section steel, which is widely used in manufacturing structures. Parts and mechanical parts, such as oil drill pipes, automotive drive shafts, bicycle frames, and steel scaffolding used in construction.
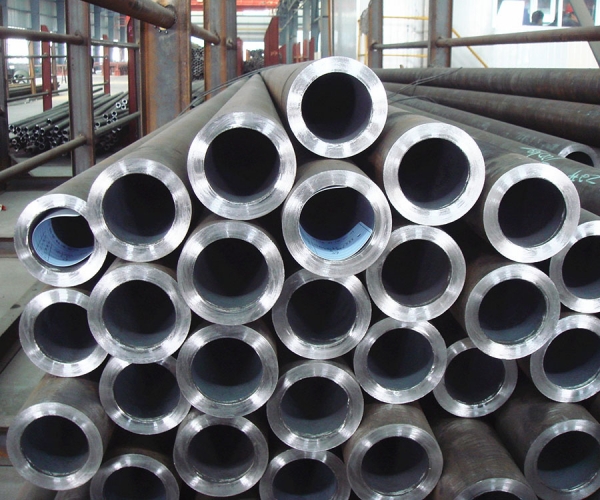
The specifications of seamless steel pipes are usually expressed by the outer diameter * wall thickness (unit: mm). Such as: outer diameter 30mm inner hole 20mm wall thickness is 5mm Generally speaking: Φ30*5. According to the production method, seamless steel tubes can be divided into two categories: hot-rolled seamless steel tubes and cold-rolled (dial) seamless steel tubes. Hot-rolled seamless steel pipes are divided into general steel pipes, low and medium pressure boiler steel pipes, high pressure boiler steel pipes, alloy steel pipes, stainless steel pipes, petroleum cracking pipes, geological steel pipes and other steel pipes.
Cold-rolled (dial) seamless steel pipe in addition to general steel pipe, low and medium pressure boiler steel pipe, high pressure boiler steel pipe, alloy steel pipe, stainless steel pipe, petroleum cracking pipe, other steel pipes, including precision steel pipe, carbon thin-walled steel pipe, alloy thin Wall steel pipe, stainless steel thin-walled steel pipe, special-shaped steel pipe, etc. The outer diameter of hot-rolled seamless pipe is generally larger than 32mm, the wall thickness is 2.5-75mm, the outer diameter of cold-rolled seamless steel pipe can be 6mm, the wall thickness can be 0.25mm, the outer diameter of thin-walled pipe can be 5mm, the wall thickness is less than 0.25mm, cold Rolling is more accurate than hot rolling. In pipeline engineering, hot-rolled pipes are often used when the pipe diameter exceeds 57 mm, and cold drawn (rolled) pipes are often used when the pipe diameter is less than 57 mm.
Generally, the seamless steel pipe is made of high-quality carbon steel such as 10#, 20#, 30#, 35#, 45# or low-alloy structural steel such as 16Mn or 5MnV or alloy structural steel such as 40Cr, 30CrMnSi, 45Mn2 and 40MnB. Cold rolled into. Seamless pipes made of low carbon steel such as 10# and 20# are mainly used for fluid conveying pipes. Seamless tubes made of medium carbon steel such as 45# and 40Cr are usually used to make mechanical parts, such as parts for automobiles and tractors. Generally, seamless steel pipes are required to ensure strength and carry out flattening tests. The hot rolled steel pipe is delivered in a hot rolled state or a heat treated state; the cold rolling is delivered in a heat treated state.steel square pipe
Hot rolling, as the name suggests, has a high temperature of the rolled piece, so the deformation resistance is small and a large amount of deformation can be achieved. Taking the rolling of the steel sheet as an example, the thickness of the continuous casting blank is about 230 mm, and after rough rolling and finish rolling, the final thickness is 1 to 20 mm. At the same time, due to the small width-to-thickness ratio of the steel plate, the dimensional accuracy requirement is relatively low, and the shape problem is not easy to occur, and the convexity is mainly controlled. For the requirements of the organization, it is generally achieved by controlled rolling and controlled cooling, that is, controlling the rolling temperature, finish rolling temperature and crimping temperature of the finishing rolling to control the microstructure and mechanical properties of the strip.